3Dプリンターでネジやボルト・ナットを作る取り組み

3Dプリンターの材料の中には、強度や耐摩耗性に優れる材料が多数登場しています。こうした材料は各造形方式にも登場しており、光造形方式やレーザー焼結方式、FDM方式などで利用できます。ABSやナイロンといった高強度で摩耗性に優れる材料を使えば、工業用のさまざまなパーツをオンデマンド3Dプリントすることができます。
今回はその中の一例として、ネジやボルド・ナットをプリントする取り組みをご紹介しましょう。ネジやボルト・ナットは既製品が多数登場していますが、3Dプリンターでプリントすることで、特注の部品・パーツを作ることができます。
今回は3Dプリンターでネジやボルト・ナットづくりがどのようにモノづくりの現場で役立てるのか?どの3Dプリンターの造形方式が最適なのか、作り方やコスト、リードタイム、など、製品開発に役立てる内容をご紹介したいと思います。
既存のネジ、ボルト・ナットはどんなものがあるのか?

まず3Dプリンターでネジやボルト・ナットの作り方をご紹介する前に、既存のネジやボルト・ナットはどのような種類がありどんな材料で作られているのでしょうか?
日本はモノづくりの国といわれるだけあって、従来からの切削加工や金型量産など、高品質のパーツ製造が根付いています。
ネジやボルト・ナットを購入したいと思えば、モノタロウといった調達サイトやホームセンターなどで簡単にそろえることができます。
既存のネジ、ボルト・ナットの材質

基本的にネジはネジ単体で固定するものと、貫通させてナットで止めるタイプの2種類に分かれています。この2種類をベースに形状が多種多様にわたっており、種類や大きさなどを含めると数十種類、それ以上に分類されます。また基本的にはアルミや真鍮、鉄などの金属で作られています。
3Dプリンターでネジ、ボルト・ナットを作る意味
上記でご紹介したように、さまざまな種類、形状、サイズのネジ、ボルト・ナットが低コスト・短納期でそろいますので、3Dプリンターでネジ、ボルト・ナットを作る場合は、従来の規格品にない形状や大きさのもの限定されるでしょう。
ネジ、ボルト・ナットの3Dプリントに求められる機能とは
それではネジ、ボルト・ナットを3Dプリントするにはどのような素材が適切で、そのような機能が求められるのでしょうか?形状確認のみのプロトタイプであれば、データ通り出力するだけで問題ありませんが、最終品として使用される場合には、以下の項目がポイントです。
①しっかりとはまる寸法精度 ②摩耗しない耐久性 ③重くない軽量性
こうした点をすべて実現することは現在の3Dプリンターで可能なのか検証してみます。

ネジ、ボルト・ナットの3Dデータの作成・入手方法
初めに3Dデータを用意する必要があります。STL形式かOBJ形式の3Dデータがあれば3Dプリントが可能です。
3Dモデリング

3Dデータを作るにはデータそのものを3Dソフトで作る3Dモデリングという手法もあります。ネジ、ボルト・ナットの3Dデータの場合にはFusion360のような3DCADソフトがおすすめです。一から自分で作ることもできますが、フリーの素材などを利用して途中から改良する方法などもおすすめです;。

フリーの3D素材を利用する
フリーの3Dデータから素材をダウンロードする方法もあります。無料で利用できる3Dデータサイトが複数存在します。例えばThingiverseやCgTraderなどの無料3Dデータサイトで「screw」で検索すると複数無料データがダウンロード可能です。

ネジ、ボルト・ナットを3Dプリントするベストな造形方式は?
上記で、ネジ、ボルト・ナットを3Dプリントする際に、求められる機能を3点、①寸法精度、②耐摩耗性・強度、③軽量性を上げましたが、どの造形方式がよいのか、各ポイントごとでご紹介してまいります。
一般的にプラスチック材料の3DプリンターはFDM方式と光造形方式の2種類がありますが、ネジ、ボルト・ナットの場合、強度や寸法精度などを考えると、レーザー焼結方式も候補として挙げられます。
下記は歯車・ギアを3Dプリントする場合の光造形とFDM、レーザー焼結の項目別の評価です。
|
光造形 |
FDM |
SLSレーザー焼結法 |
|
|
表面の滑らかさ |
|
×積層跡が目立つ |
〇 積層跡はつかないがざらざらしている。研磨すると◎ |
|
高精細さ |
|
△ 推奨が100~200ミクロン |
△ 推奨が100~200ミクロン |
|
強度・耐摩耗性 |
ABSライク PPライク PEライク ガラス繊維配合材 |
ナイロン カーボンファイバー配合材 ガラス繊維配合材 |
|
|
コスト |
|
△高強度系材料は比較的高い |
|
|
造形サイズ |
◎ デスクトップから大型機まで対応可能 |
△メーカーによって異なる |
◎ 空間でプリント可能なため対応可能 |
|
安定性 |
◎非常に高い(Form3、Form3L) |
△機種によって異なるが。反りの心配 |
◎ 非常に高い。(Fuse1、ナイロン12) |
ポイント! 光造形3Dプリンターでネジ、ボルト・ナットを作る場合
光造形3Dプリンターはネジ、ボルト・ナットを作る場合、タフ系の高強度材料やガラス繊維配合の高硬度材料を使用します。強度とさらに滑らかで高精細な造形ができる点がおすすめです。

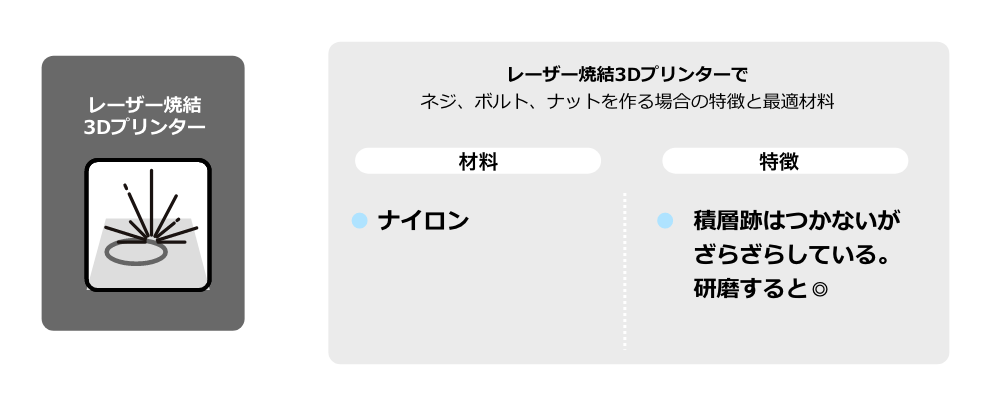
ポイント!レーザー焼結 3Dプリンターでネジ、ボルト・ナットを作る場合
レーザー焼結 3Dプリンターは高強度、かつ高い精度を誇る3Dプリンターで、ネジ、ボルト・ナットの造形に適しています。ナイロン12で造形するため最終品として使用できるクオリティを実現できます。また、材料コストは上記2機種より安く、さらにサポート材がつかないので後加工がしやすいです。
ポイント! FDM 3Dプリンターでネジ、ボルト・ナットを作る場合
FDM 3Dプリンターはネジ、ボルト・ナットを作るのに最も利用されている3Dプリンターの一つです。高強度系の材料が豊富でABSフィラメントやナイロンフィラメントが特長です。その一方で、反りの問題などがあり、ネジ、ボルト・ナットに求められる寸法精度が出せる機種は限定されています。

光造形3Dプリンターでネジ、ボルト・ナットを3Dプリントする方法
それでは実際に3Dデータを使ってネジを光造形3Dプリンターでつくる方法をご紹介してまいります。
Form3・Form3Lがネジ、ボルト・ナットの3Dプリントにおすすめな理由
ネジ、ボルト・ナットの3DプリントはForm3を使って進めます。Form3は高精細、滑らかな造形が特長ですが、他の光造形3Dプリンターと比べて以下のような際立ったメリットがあるためネジ、ボルト・なっつおの3Dプリントには最適です。また高強度材料は3種類そろっています。
|
おすすめポイント |
おすすめな理由 |
|
高精細・滑らかな造形が可能 |
SLAを進化させたLFSテクノロジーという造形技術で、どのプリント場所でも高精細で継ぎ目のないプリントができる。 |
|
高い安定性・失敗しない |
プリント設定が自動で行ってくれるため、形状やレジンの種類ごとに細かいパラメーター設定をする必要がない。ソフトでプリント設定すればだれでも綺麗に印刷できる。 |
|
簡単な操作性 |
ソフトウェアが非常に使いやすい。ネジ、ボルトナットのように形状ではサポート材を付けないプラットフォーム直付けでもプリントが可能。 |
|
豊富な積層ピッチ |
50ミクロン、100ミクロン(タフ1500、デュラブルの場合)と豊富な積層ピッチが選択できる。 |

使用するネジ、ボルト・ナットのデータ
光造形3Dプリンターでどこまで造形できるかを検証するため今回はいろいろなタイプのネジ、ボルト・ナットをプリントしてみます。
使用するレジン
ネジ、ボルト・ナットを3Dプリントには以下の5種類のレジンが推奨です。
|
タフ1500 |
PPライクの高強度レジン。より靭性に優れる。 50ミクロンと100ミクロンのプリントが可能。曲げても折れない。 |
|
デュラブル |
PEライクの高強度レジン。タフ2000とタフ1500の中間の 程よい柔軟性と硬さを持つ。 |
プリント設定
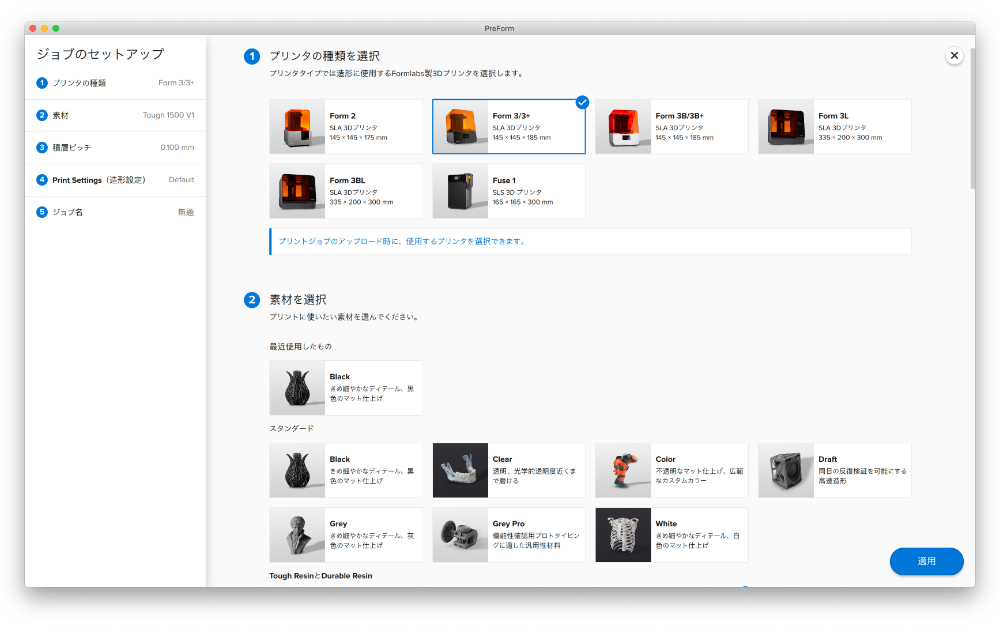
3Dプリンタ―に送る前に、プリント設定を行います。プリント設定はPreFormというForm3専用のスライスソフトで設定を行います。PreFormでは使用するレジン、積層ピッチや大きさ、プリント方向、サポート材の付け方を設定します。

積層ピッチの選択
ネジ、ボルト・ナットは、基本的には全て100ミクロンでプリントを行います。

サポート材の設定
また折り曲げている手の下部分には支えるためのサポート材がつきます。それ以外の赤くなっている部分にサポート材を足していきます。
プリント完了後
プリントが完了するとビルドプラットフォームに吊り下げられて造形されます。その後ビルドプラットフォームから取り外し、洗浄と乾燥を行います。

ビルドプラットフォームから取り外す
光造形3Dプリンターでは、ビルドプラットフォームにしっかりと造形モデルがくっついています。Form3の場合はラフトとビルドプラットフォームの設置面が真空状態になっており専用工具を使用して取り外します。
専用工具の中でも取り外しやすいのがヘラとハンマーです。スクレイパーは小型の造形物には最適ですが、今回のネジ、ボルトナットの場合、比較的接地面が小さいので、簡単に取り外しが可能です。また小さいと、造形物が飛ばないように取り外す必要があります。
まずラフトとプラットフォームの間にヘラをあてます。
次に軽くハンマーでヘラをたたきます。この際、加える力はほんの軽くで大丈夫です。ヘラが少しでも入れば、そこから空気が入り込み、真空状態が無くなり簡単に造形物が取れます。

洗浄
造形物の取り外しができた後は、エタコールで洗浄を行います。洗浄にはIPA(イソプロピルアルコール)やエタノールなどがありますが、第二種有機溶剤に該当しないエタコールがおすすめです。

仕上げキットを使用する場合
仕上げキットを使用する場合、各バスケットに10分ずつ、合計20分程度ひたしてください。洗浄時間はエタコールの濃度によって異なります。洗浄が続き汚れている場合には少し長め、もしくは別途、エタコールで拭き取ってください。
FormWash(自動洗浄機)を使用する場合
FormWashでは、自動で攪拌してくれて洗浄完了後、引き上げてくれます。こちらも20分程度洗浄を行ってください。
乾燥
エタコールで洗浄後は乾燥をおこなってください。乾燥時間は1時間程度あれば十分です。
サポート除去
さてここからはサポートの除去を行ってまいります。サポート材は手でも取り外すことができますが、今回はビルドプラットフォームに直付けでプリントしたため、サポート材の除去はありません。
まとめ 概算コストと制作期間
3Dプリンターでプラモデルをつくる場合の方法はさまざまですが、光造形3Dプリンターと研磨、塗装、コーティングを組み合わせることでより手軽に短い期間で作ることができます。下記が概算のコストと制作期間です。
ランニングコスト:デュラブル
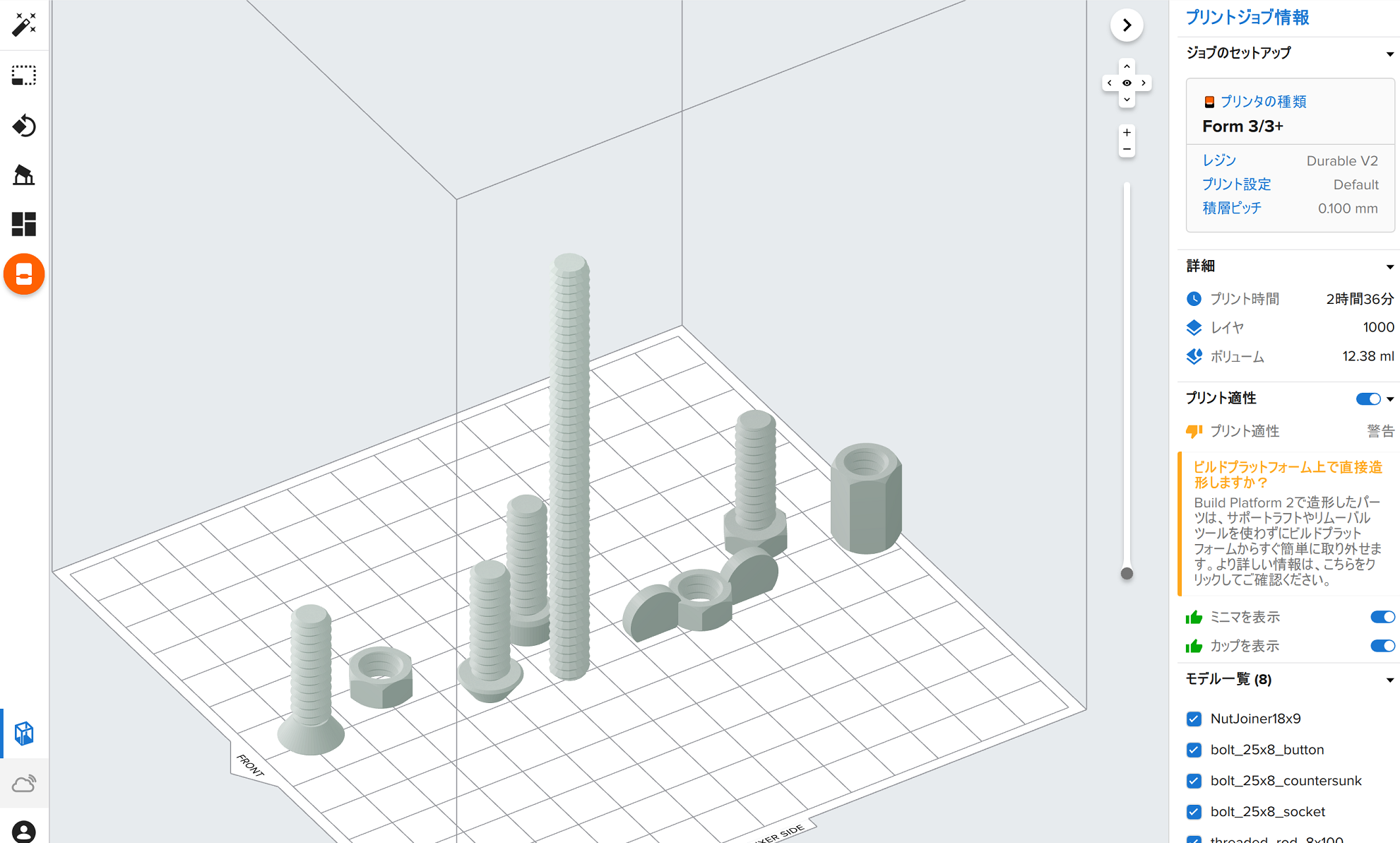
| 造形時間 | 2時間36分 |
| レイヤー数 | 1000層 |
| 材料使用量 | 12.38mm |
| トータル材料コスト | 269円(1mL=21.8円) |

ランニングコスト:タフ1500
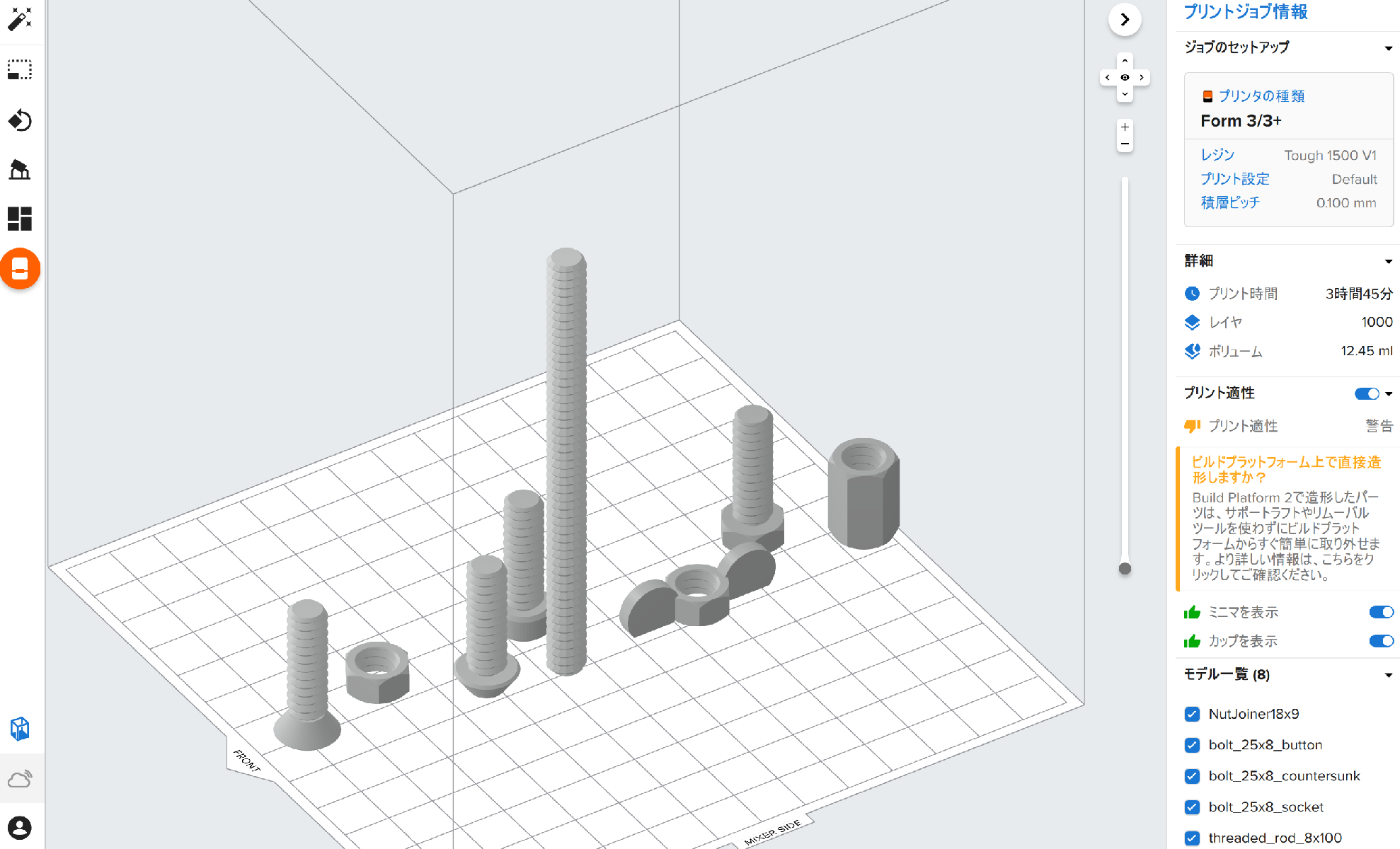
| 造形時間 | 3時間45分 |
| レイヤー数 | 1000層 |
| 材料使用量 | 12.45mm |
| トータル材料コスト | 271円(1mL=21.8円) |

レーザー焼結3Dプリンターでネジ、ボルト・ナットを3Dプリントする方法
それでは次にレーザー焼結3Dプリンターでネジ、ボルト・ナットをつくる方法をご紹介してまいります。
Fuse1がネジ、ボルト・ナットの3Dプリントにおすすめな理由
ネジ、ボルト・ナットの3DプリントはFuse1を使って進めます。Fuse1はレーザー焼結3Dプリンターで初ともいえるデスクトップ型の3Dプリンターで、最も導入コストが安いレーザー焼結3Dプリンターの一つです。窒素ガスを使用しないため、特別な工事や設備工事を行わなくてもオフィスでも使用できるレーザー焼結3Dプリンターとして従来2,000万円~5,000万円であったレーザー焼結法が500万~600万で導入が可能です。
|
おすすめポイント |
おすすめな理由 |
|
高強度・高精度の造形ができる |
レーザー焼結法はナイロンパウダーにレーザービームを照射して焼き固めて造形物を作る製法です。Fuse1はサポート材がつかず、高精度で作ることができます。 |
|
高い安定性・失敗しない |
プリント設定が自動で行ってくれるため、細かいパラメーター設定をする必要がない。ソフトでプリント設定すればだれでも綺麗に印刷できます。 Form3同様プリント設定が不要なため安定性が高いです。 |
|
高い生産性 |
材料コストが安く、サポート材がつかず、さらに材料の再利用が可能なため、高い生産性を持つ。 |
Fuse1のネジの仕上がり
レーザー焼結3DプリンターFuse1ではかなり高精度のネジを作ることができます。繰り返しのはめなおしで摩耗しません。

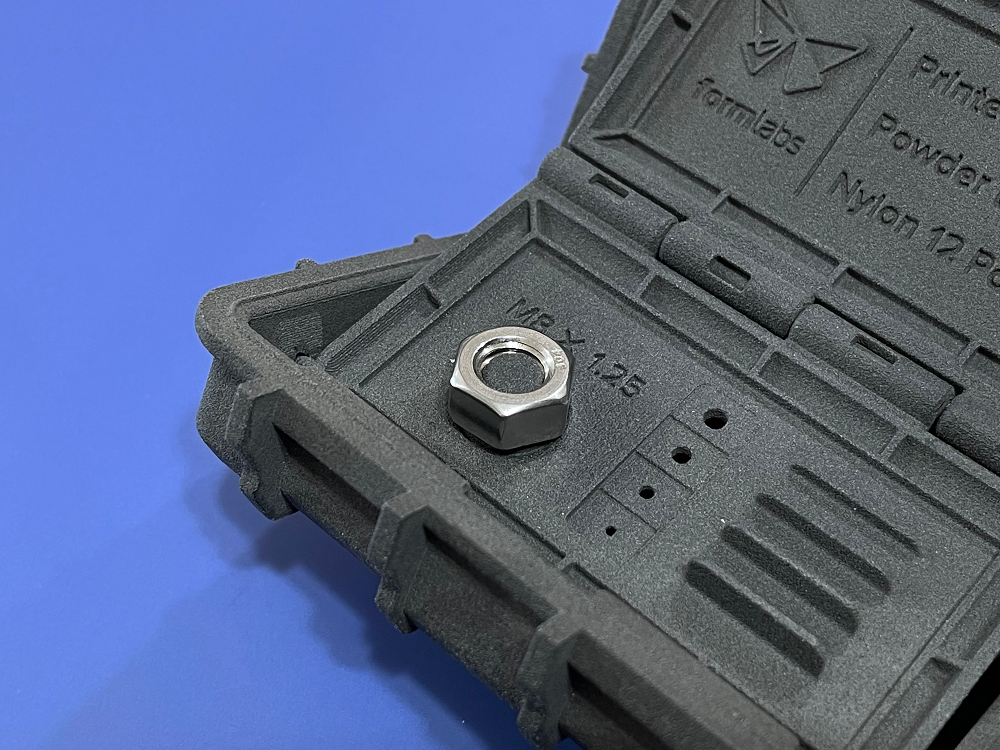
使用する材料
ネジ、ボルト・ナットの強度に耐えることができるFuse1ではナイロン12でプリントします。

プリント設定
3Dプリンタ―に送る前に、プリント設定を行います。プリント設定はPreFormというFuse1専用のスライスソフトで設定を行います。PreFormはForm3と同様のソフトウェアでFuse1に切り替えができます。Fuse1はサポート材がつかないので、立体物の範囲にどのように配置するかを決めます。
サポート材の設定
Fuse1はサポート材が必要ありません。ナイロンパウダーを積み重ねながらレーザービームを照射して固めるのですが、周りのナイロンパウダーがサポート材の代わりになり造形物を支えてくれます。
プリント完了後
Fuse1はプリント完了後、冷却期間がプリント時間の半分ほどかかります。その後、冷却が終わった後はFuse Shiftで余計なパウダーを取り除きます。
FuseShiftから取り外す
Fuse1のようなレーザー焼結3Dプリンターは、造形後にパウダーの中に埋まっています。余分なパウダーをFuseShiftで吸引し、取り出します。その際、余分なパウダーは再利用が可能になります。ナイロンパウダーは非常に粒子が細かいので、完全に取り除くまでかなりの吸引が必要です。

ランニングコスト:ナイロン12 100セットプリントの場合

| 造形時間 | 14時間52分+冷却時間11時間11分 |
| レイヤー数 | 1218層 |
| 材料使用量 | 2.34㎏ |
| トータル材料コスト | 15,444円(1g=6.6円) 1セット当たり=154円 ※さらに未硬化部分の材料は再利用可能なためさらに安い |

FDM 3Dプリンターでネジ、ボルト・ナットの3Dプリント
FDM 3Dプリンターでネジ、ボルト・ナットをつくることができます。FDM 3Dプリンターは最も幅広い価格を持ち、10万円以下の低コストタイプから、100万円以下の中価格帯まで幅広く登場しています。ネジの用途によってことなりますが、試作程度であれば、PLAでも利用可能です。本格的な高強度や人生があるネジであれば、ABSやナイロン、カーボンファイバー配合材料などがおすすめです。

ネジ、ボルト・ナットにおすすめな3Dプリンター
ネジ、ボルト・ナットの3DプリンターはABSが使える3Dプリンターであれば、どれでも簡単に作ることができます。デスクトップタイプからハイエンド機までさまざまですが、ここでは最も導入コストが安いABSが使える3Dプリンターや使いやすい機種をご紹介します。
|
おすすめポイント |
おすすめな理由 |
価格 |
|
RaiseE2 |
デスクトップのFDM 3Dプリンターでは最も取り扱いしやすい機種の一つです。ABSやポリカーボネートも使えます。 |
498,000円~ |
|
RaisePro2 |
RaisePro2はRaiseE2よりも大型でさらにノズルが高温にも耐える機種です。同じくABSやポリカーボネート、さらにはエンプラ系も対応しています。 |
770,000円~ |
|
MarkForged Onyx One |
MarkForgedはカーボンファイバー配合材料専用の3Dプリンターです。Onyx Oneは最も手ごろなエントリーモデルでカーボンファイバー配合材料が使用可能です。 |
75万~ |

応用編:金属製ネジ付きインサートを作る方法
3Dプリンターを使ったネジ、ボルト・ナットのテーマで、金属製のネジ付きインサート用の穴を作ることができるのが3Dプリンタ―のメリットの一つです。
特に工業製品の筐体などで蓋を付けたり、パーツを嵌め合わせたりする際にネジ付きインサートを入れることができれば、組み立ても簡単です。
金属製ネジ付きインサートの埋め込みに最適な3Dプリンター
金属製のネジ付きインサートは筐体やパーツのデータにあらかじめインサートが入るサイズの穴をあけて3Dプリントを行います。造形後に接着剤などでインサートを固定して完了です。積層の反りなどがなるべくない形がベストですが、基本的に上記でご紹介した光造形、FDM、レーザー焼結、どれでも使用が可能です。
|
造形方式 |
おすすめな理由 |
注意点 |
|
光造形方式 |
UVレジンをベースにしており、反りなどが少ない。また若干の大きさであれば後加工が可 |
UVレジンが硬化の際に膨張する可能性があり。 事前に数パターン検証用の穴をプリントするとよし |
|
FDM方式 |
縦方向にプリントする際には、寸法精度が出る。また若干の大きさであれば後加工が可 |
FDM方式なため、反りなどの可能性があり。こちらも事前に数パターン検証用の穴をプリントするとよし |
|
レーザー焼結方式 |
反りなどがなく、高い寸法精度で穴の大きさを作れる。 |
造形後が硬いため、事前に数パターン検証用の穴をプリントするとよし |
光造形3Dプリンターでの出力事例
下記はFormlabsのタフ2000レジンとその前のバージョンのタフレジン(廃版:現在はタフ2000にバージョンアップ)で金属製のネジ付きインサートを挿入した事例です。接着剤でインサートを造形モデルに接合し、その後ネジを嵌めて完成です。


FDM 3Dプリンターでの出力事例
FDM 3DプリンターでABSで金属製のネジ付きインサートを挿入した事例です。接着剤でインサートを造形モデルに接合し、その後ネジを嵌めて完成です。

まとめ:ネジ・ボルト&ナットのカスタマイズにおすすめ
3Dプリンターはこれまでご紹介してきた通り、さまざまな造形方式でネジやボルトナットを作ることができます。またコストも1個単位で作れば数十円から数百円単位で作ることが可能です。既製品で販売している金属製のネジでは作れない形、大きさ、形状などの作るのにおススメです。
また、既製品のネジをインサートする方法も3Dプリンターで作った構造物では柔軟に対応しています。3Dプリンターでネジ、ボルド・ナットを作る際のお役に立てれば幸いです。i-MAKERにお気軽にお問い合わせください。