3Dプリンターでハンコ・スタンプを作るには
3Dプリンターではハンコやスタンプもつくることができます。ハンコやスタンプは形状が凹凸なため、3Dデータも比較的簡単に作りやすく、データ制作の初心者でも手軽に始めることができます。
ただし、ハンコやスタンプをプリントできる3Dプリンターの最適な機種や素材は限られている状況です。
樹脂系の3Dプリンターは主に、光造形方式とFDM方式、インクジェット方式の3種類がありますが今回は、どの種類の3Dプリンターや材料が適しているのか、また、つくりかたや後処理、コストやリードタイム、注意点などについてご紹介してまいります。
ハンコやスタンプに最適な3Dプリンターの素材・質感とは
はじめにハンコやスタンプに最適な素材はどのようなものがあるのでしょうか?
既存のハンコやスタンプでは、ゴムやプラスチックなどが主流です。また工作では廃材や野菜などを使う場合もあります。
またハンコやスタンプに求められる機能はインクのりの良さと、押したときにむらなくくっつく密着性と凹凸のなさです。
一方、3Dプリンターは”積層造形“といわれ、25ミクロンとか100ミクロンといった薄い層を何層も積み重ねて1個の物体にしてく技術です。特徴として積層跡が残ってしまうため、なるべく積層跡が目立たない造形方式と材料がハンコやスタンプにはあっています。
ハンコ・スタンプの3Dデータの作成・入手方法
初めに3Dデータを用意する必要があります。STL形式かOBJ形式の3Dデータがあれば3Dプリントが可能です。
3Dモデリング
ハンコやスタンプの3Dデータを作るにはFusion360のような3DCADソフトがおすすめです。操作も簡単で初心者にもやさしいCADソフトです。

フリーの3D素材を利用する
フリーの3Dデータから素材をダウンロードする方法もあります。無料で利用できる3Dデータサイトが複数存在します。例えばThingiverseなどの無料3Dデータサイトで「Stamp」、などと検索すると複数無料データがダウンロード可能です。

イラストレーターとFusion360でハンコをつくる
ハンコやスタンプは単純な凹凸の形をしているため3Dデータ化もそこまで大変ではありません。イラストレーターとFusion360を使用すれば簡単にハンコやスタンプのデータを作ることができます。
ステップ1:イラストレーターでハンコにした絵を描く&アセット書き出し
イラストに向きがある場合にはイラストの向きを反転させる必要があります。イラストが描き終わったら、アセットの書き出しを行います。拡張子はSVGで書き出しを行ってください。

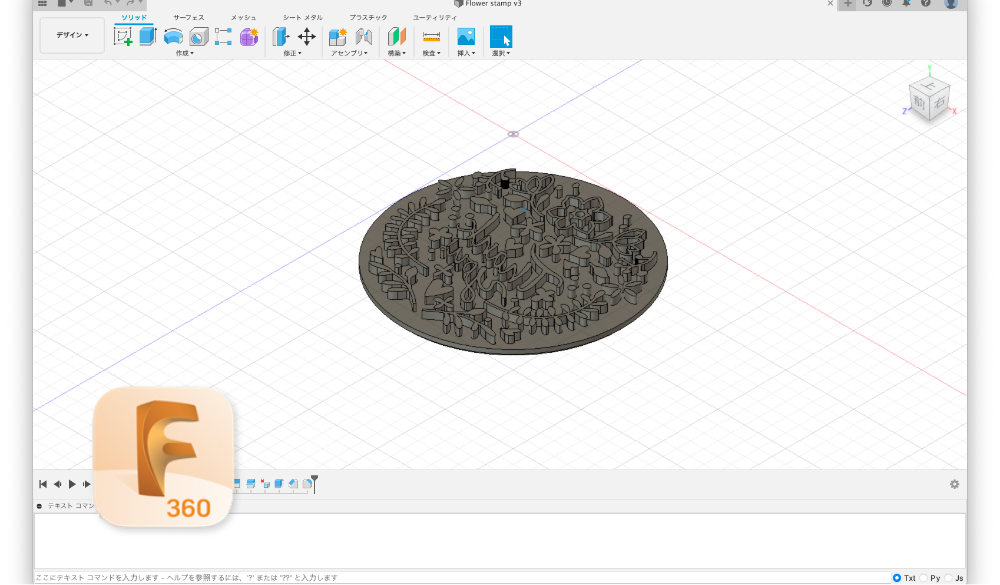
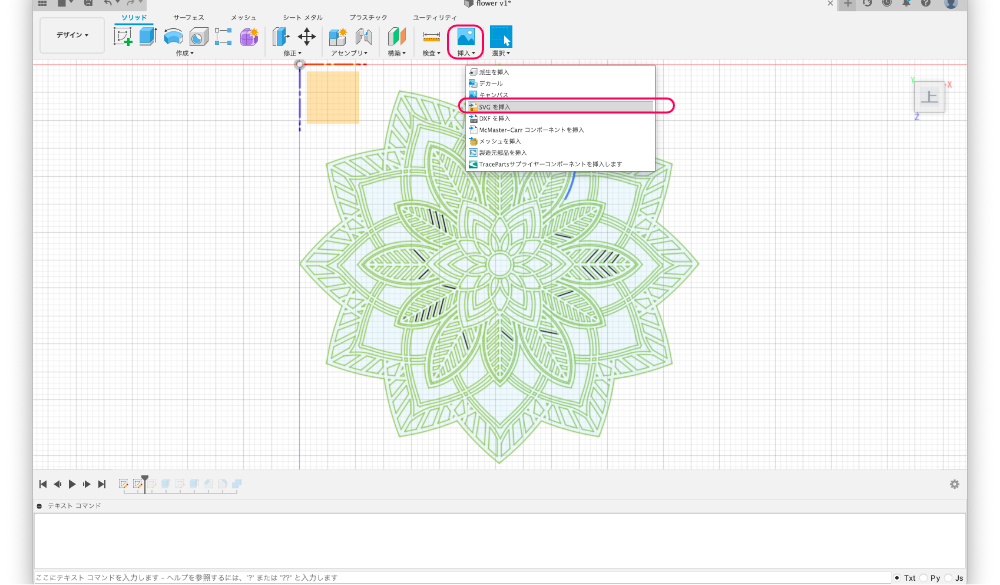
ステップ2:Fusion360に挿入
Fusion360を起動し、挿入ボタンを押してSVGに書き出したイラストを挿入します。
※挿入がうまくいかない場合は、Fusion360のスケッチで線を足したりしてください。
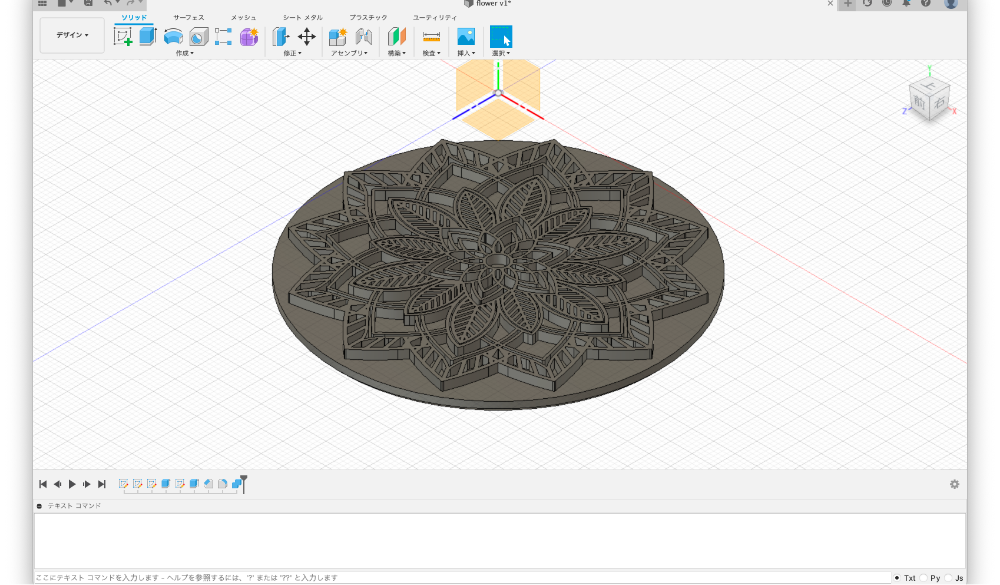
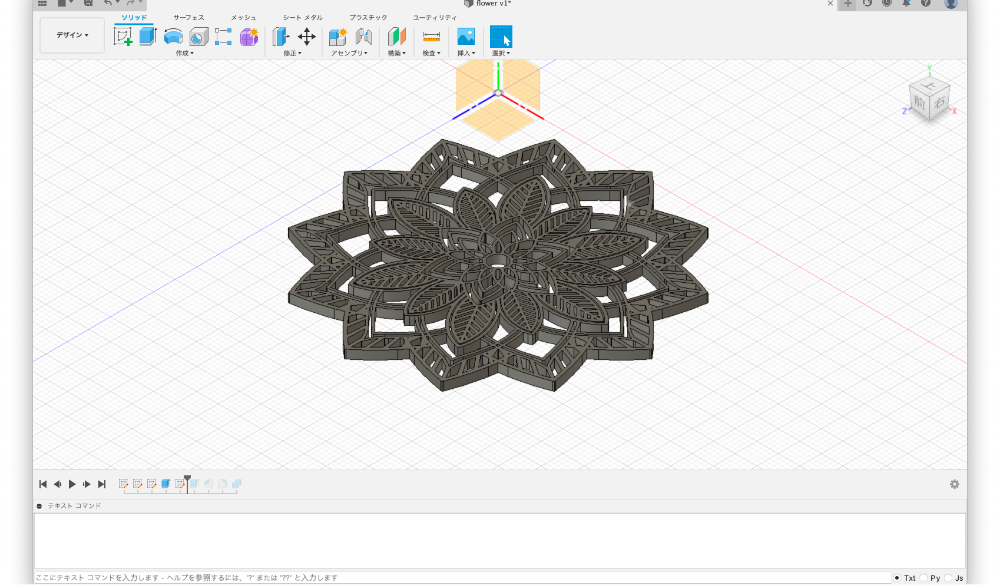
ステップ3:ソリッドで立体にする
挿入したイラストを選択してソリッドを押してください。凸の部分の高さを選択します。
ハンコ・スタンプの3Dプリントに最適な造形方式とは
ハンコ・スタンプを3Dプリントする際には、どの造形方式がもっともおすすめでしょうか?
ハンコやスタンプは先にご紹介した通り、正確に文字や形状が出て、密着性がよく、平面の積層跡が目立たない形がベストです。
樹脂系の3DプリンターはFDM方式と光造形方式、インクジェット方式の3種類がありますが、インクジェット方式はハンコやスタンプを作るにはコストが高くなりすぎるため、ここでは光造形とFDMの2種類を中心に考えます。
小さい造形物でもディティールが出せる種類は光造形3Dプリンターです。また光造形3Dプリンターの方が表面が滑らかで平面の解像度も高くなります。
下記はハンコやスタンプを3Dプリントする場合の光造形とFDM方式の項目別の評価です。
|
|
光造形 |
FDM方式 |
|
表面の滑らかさ |
◎ 積層跡が目立たない |
× 積層が目立つ |
|
高精細さ |
◎ 25ミクロンの積層ピッチ 平面の解像度も高い |
× 推奨が100~200ミクロン |
|
後加工性 |
◎ 研磨や塗装ノリがよい |
△積層跡が目立ち研磨に手間がかかる |
|
コスト |
△ 造形サイズに比例する |
◎ 低コスト |
|
造形サイズ |
◎ ハンコ・スタンプは造形サイズが小さいのでデスクトップで可能 |
◎ ハンコ・スタンプは造形サイズが小さいのでデスクトップで可能 |
光造形3Dプリンターでハンコ・スタンプをつくる場合
光造形3Dプリンターはハンコやスタンプをつくるのにコストや仕上がりを含めて最も適しています。滑らかで高精細な造形ができる点や、平面のXY解像度も高く、ハンコやスタンプに求められるような均一性も再現することができます。またゴムライクの材料も使用可能です。

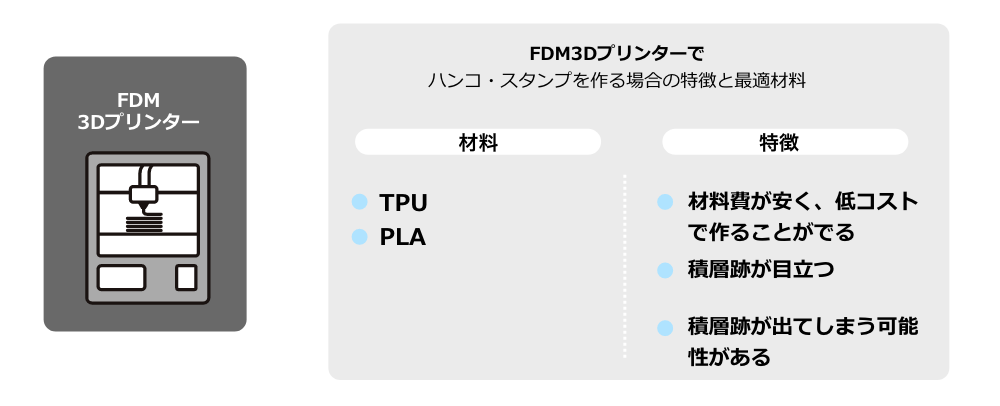
FDM 3Dプリンターでハンコ・スタンプをつくる場合
FDM 3Dプリンターでハンコやスタンプをつくる場合、材料費が安く、低コストで作ることができます。その一方で積層跡が目立つため、ハンコスタンプを押したときに積層跡が出てしまう可能性があります。
光造形3Dプリンターでハンコ・スタンプを3Dプリントする方法
それでは実際に3Dデータを使ってハンコ・スタンプを光造形3Dプリンターでつくる方法をご紹介してまいります。
Form3がハンコ・スタンプの3Dプリントにおすすめな理由
ハンコ・スタンプの3DプリントはForm3を使って進めます。Form3は高精細、滑らかな造形が特長ですが、他の光造形3Dプリンターと比べて以下のような際立ったメリットがあるためハンコ・スタンプの3Dプリントには最適です。
|
おすすめポイント |
おすすめな理由 |
|
高精細・滑らかな造形が可能 |
SLAを進化させたLFSテクノロジーという造形技術で、どのプリント場所でも高精細で継ぎ目のないプリントができる。 またXYの平面解像度も25ミクロンで一定の精度を出すことができる。 |
|
高い安定性・失敗しない |
プリント設定が自動で行ってくれるため、形状やレジンの種類ごとに細かいパラメーター設定をする必要がない。ソフトでプリント設定すればだれでも綺麗に印刷できる。 ハンコ・スタンプの場合、ゴム系のフレキシブル80Aを使用するので安定性が求められる。 |
|
簡単な操作性 |
ソフトウェアが非常に使いやすく、ミニチュアのように形状に応じたプリント方向、サポート設定が求められる造形物には操作性が求められる。 |
|
豊富な積層ピッチ |
25ミクロン、50ミクロン、100ミクロンと豊富な積層ピッチが選択できる。 |

使用するハンコ・スタンプのデータ
光造形3Dプリンターでどこまで造形できるかを検証するため今回はいろいろなタイプのプラモデルをプリントしてみます。
使用するレジン
ハンコ・スタンプには密着性や滑らかさが求められるため、以下の2種類のレジンで検証してみます。
フレキシブル80Aレジン
ショア硬度80Aの硬さを持つゴムライクのレジンです。引裂き強度が高く滑らかな造形ができます。

デュラブルレジン
靭性や強度があって柔らかいレジンです。スタンプやハンコなどにも使用ができます。

プリント設定
3Dプリンタ―に送る前に、プリント設定を行います。プリント設定はPreFormというForm3専用のスライスソフトで設定を行います。PreFormでは使用するレジン、積層ピッチや大きさ、プリント方向、サポート材の付け方を設定します。
積層ピッチの選択
ハンコやスタンプは、複雑な形状や精密さが求められる形状なため、フレキシブル80Aでは50ミクロン、デュラブルでプリントする場合も50ミクロンで行います。
サポート材の設定
ハンコやスタンプは押す平面部分にはサポート材を付けないようなプリント方向で設定しますのでサポート材は基本的には表面には付けません。


プリント完了後
プリントが完了するとビルドプラットフォームに吊り下げられて造形されます。その後ビルドプラットフォームから取り外し、洗浄と乾燥を行います。

ビルドプラットフォームから取り外す
光造形3Dプリンターでは、ビルドプラットフォームにしっかりと造形モデルがくっついています。Form3の場合はラフトとビルドプラットフォームの設置面が真空状態になっており専用工具を使用して取り外します。
専用工具の中でも取り外しやすいのがヘラとハンマーです。スクレイパーは小型の造形物には最適ですが、今回のプラモデルの場合、精密な形状や細かい部分などが折れないように、造形物が飛ばないように取り外しを行います。
まずラフトとプラットフォームの間にヘラをあてます。
次に軽くハンマーでヘラをたたきます。この際、加える力はほんの軽くで大丈夫です。ヘラが少しでも入れば、そこから空気が入り込み、真空状態が無くなり簡単に造形物が取れます。


洗浄
造形物の取り外しができた後は、エタコールで洗浄を行います。洗浄にはIPA(イソプロピルアルコール)やエタノールなどがありますが、第二種有機溶剤に該当しないエタコールがおすすめです。

仕上げキットを使用する場合
仕上げキットを使用する場合、各バスケットに10分ずつ、合計20分程度ひたしてください。洗浄時間はエコタールの濃度によって異なります。洗浄が続き汚れている場合には少し長め、もしくは別途、エコタールで拭き取ってください。
FormWash(自動洗浄機)を使用する場合
FormWashでは、自動で攪拌してくれて洗浄完了後、引き上げてくれます。こちらも20分程度洗浄を行ってください。
乾燥
エコタールで洗浄後は乾燥をおこなってください。乾燥時間は1時間程度あれば十分です。
サポート除去
さてここからはサポートの除去を行ってまいります。サポート材は造形物を十分に乾燥すると簡単に取り外しが可能で、手でも取り外すことができます。造形物を傷つけないようにニッパーを使って取り外していきます。今回はサポート材を付けていないのでこの作業はありません。
二次硬化 FormCure
サポートを除去した後は二次硬化を行います。二次硬化とは、光造形で造形した後、層と層に残る半硬化部分を完全に固めて強度などの物性を高める工程です。
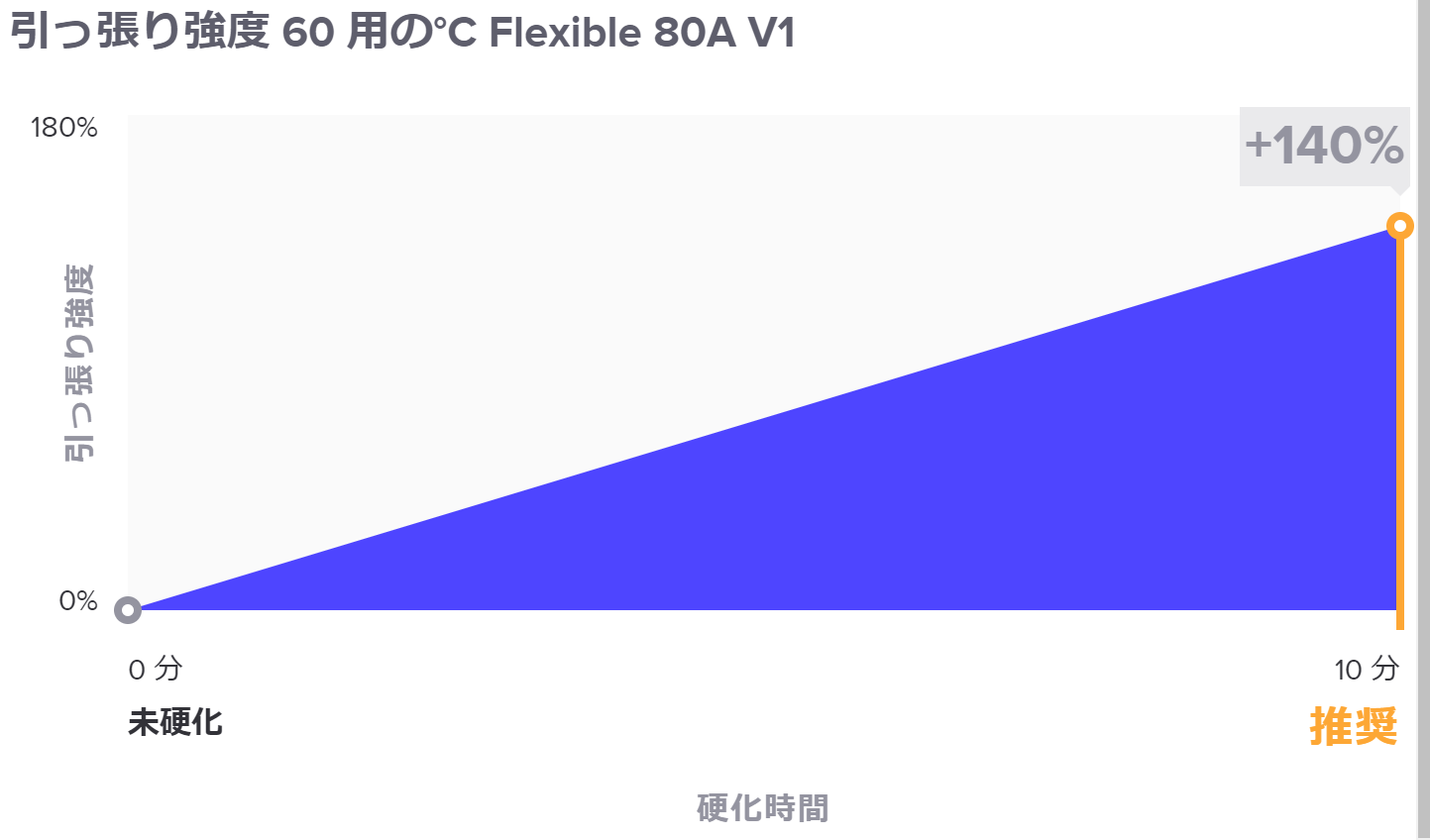
フレキシブル80Aの硬化条件
フレキシブル80Aは60℃で10分間硬化することで引張強度が140%向上します。
デュラブルの硬化条件
デュラブルは60℃で60分間硬化することで引張強度が131%向上します。

まとめ 概算コストと制作期間
3Dプリンターでプラモデルをつくる場合の方法はさまざまですが、光造形3Dプリンターと研磨、塗装、コーティングを組み合わせることでより手軽に短い期間で作ることができます。下記が概算のコストと制作期間です。
フレキシブル80Aスタンプのハンコのランニングコスト
| 積層ピッチ | 50ミクロン |
| レイヤー数 | 100層 |
| プリント時間 | 1時間56分 |
| 材料使用量 | 15.86ml |
| トータル材料コスト | @393円(1ml=24.8円) |
デュラブルのハンコのランニングコスト
| 積層ピッチ | 50ミクロン |
| レイヤー数 | 112層 |
| プリント時間 | 2時間6分 |
| 材料使用量 | 17.99ml |
| トータル材料コスト | @392円(1ml=21.8円) |