光造形3Dプリンターで、カップ形状を3Dプリントするとどうなるのか?
表面のテクスチャのディティールはどこまで綺麗に仕上がるのか?
前回に続き、スタンダードレジンの材料であるクリアレジンを使用して3Dプリントをしていきます。
ワイングラスは主に、ワインを注ぐボウル、ボウルを支えるステムと呼ばれる脚、グラス全体を支えるプレートと呼ばれる底のパーツからできています。
今回3Dプリントするワイングラスは、クリアレジンでの3Dプリントレビューの中でも特に難しい形です。
底から伸びるステムの先にボウル部分のカップ形状があります。プリントは逆さまに造形されていきますので、光造形の形状としてはかなり不安定な造形になっています。
ワイングラスを3Dプリントしていきながら、カップ形状の場合のプリント方法や仕上がりを検証していきましょう。
プリントする形状とサイズ
こちらは3Dプリントするワイングラスの3Dデータです。
3Dデータは、Blenderという3Dソフトを使用して作製しています。
サイズ : 59.5mm(縦)×59.5mm(横)×153.4mm(高さ)
グラスの縁の厚さ : 0.7mm

使用する光造形3Dプリンターと材料
今回使用する光造形3Dプリンターは、Form3です。
Form3は、高精細、滑らかな仕上がりが特徴の反転方式の光造形3Dプリンターです。
ソフトは、Form3の専用ソフトウェア PreFormを使用します。
PreFormでは、プリントするデータ、プリント方向、サポートの付け方を設定することができます。
光造形3Dプリンター用の材料は、Form3専用スタンダードレジンのクリアレジンを使用します。

3Dプリンター用 硬質スタンダードレジン
硬質スタンダードレジンは、光造形3Dプリンターにおいて最も一般的に使用されるレジンです。多様な用途に対応できる汎用性が高く、プロトタイピングから模型、フィギュアまで幅広い分野で活用されています。このタイプのレジンは、適度な強度と耐久性を持っており、扱いやすさとコスト面でも手頃な価格であるため、初心者から熟練者まで幅広く利用されています。
3Dプリントで検証したい内容
【検証1】表面ディティールの仕上がり
3Dデータのワイングラスがどこまで再現できているのかを検証していきます。
【検証2】カッピングの影響は出るのか?
Form3の光造形法で空洞のある造形を3Dプリントする場合に、注意しなければならない現象に「カッピング」というものがあります。
先程もお伝えしたように、今回のワイングラスはとても難しい形状です。
[カッピングの影響について]
細いステム(脚)の先に大きなボウル(カップ)があります。
カッピングの影響が最も出るボウル部分(カップ形状)がプリントの最後にきているので、造形が支えられるのかどうかと、圧縮による造形への影響が考えられます。
[カッピングを防ぐ為の方法]
カップ自体にカッピングを防ぐための小さな穴を開けます。
それにより、プリント時の圧迫による空気の逃げ場を作ります。
こちらのデータは、カップの側面に穴を開けたものです。

側面に穴があるのが見えます。
こちらの3Dデータでプリントをしてカッピングの影響を検証してきます。

※カッピングに関しては、光造形3DプリンターForm3レビュー【カップ編:グレイレジン】で詳しく説明していますのでぜひ参考にして下さい。
PreFormのプリント設定
サポート設定は、直付プリント(サポート設定なし)
積層ピッチは、100ミクロン
でプリントしていきます。
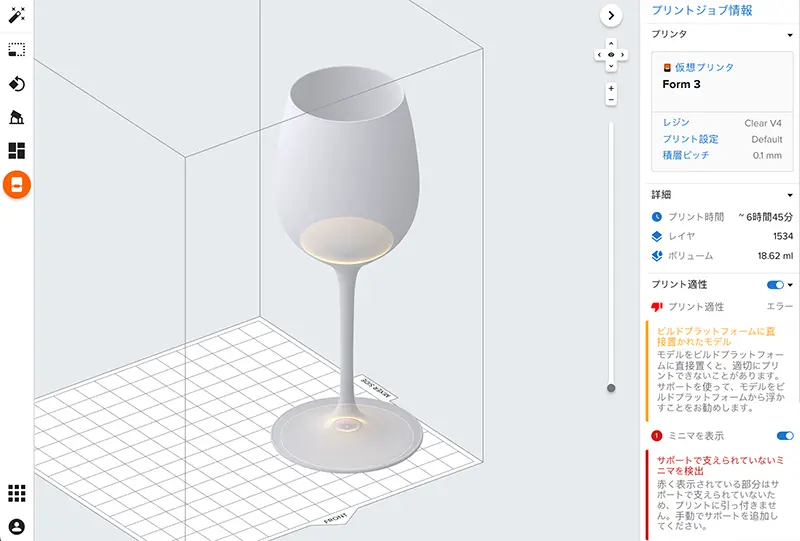
こちらがPreFormでのプリント画面です。この内容で3Dプリントをしていきます。
| プリント時間 | レイヤー数 | ボリューム | Total材料コスト | 1個あたりのl材料コスト |
| 6h45m | 1534層 | 18.62ml | 1個=350円 | 1個=350円 |
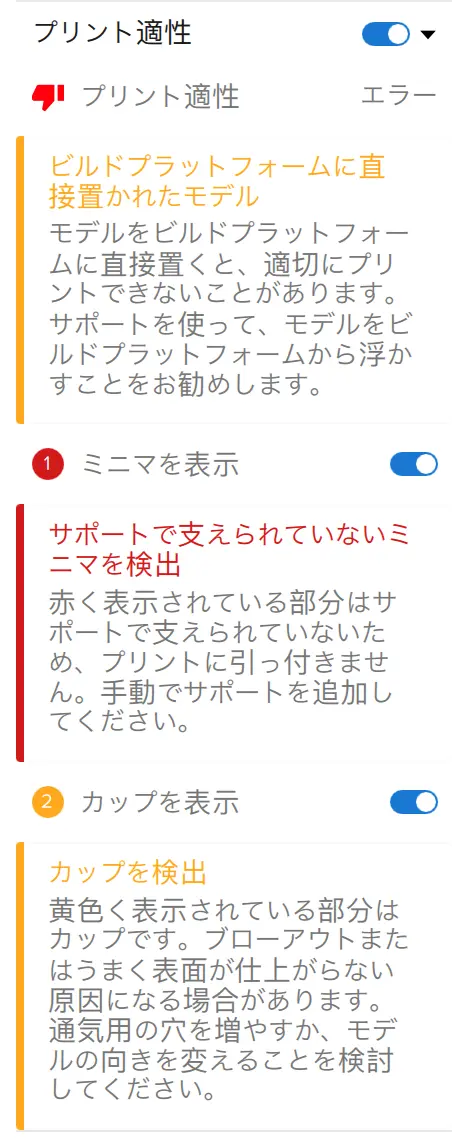
右側のプリント適性でエラーが出ています。
❶ワイングラスの裏の底の中心が内側に凹んだ形状になっています。今回は直付でのプリントで検証
していきますので、このままプリントします。
❷カップが検出されています。ボウルの内側の下部分とプレートの内側部分です。
こちらもこのままのデータでプリントを進めていきます。


プリント結果
●ボウル側面にカッピング現象が出てしまいました。
●プリント時の空気圧により造形に亀裂が入ってしまいました。
●圧縮によるボウル部分の積層跡が目立ちます。
●プレートとステム部分はきれいにプリントできています。



プリント結果として、カッピングの影響が造形に大きく出てしまいました。
カッピングを防ぐために開けた4個の空気穴もプリントの圧縮により潰れてしまいました。
今回の結果を踏まえて、カッピングを防ぐ為に3Dデータを修正して再度プリント検証をしてみます。
【再検証】カッピングの影響を考えた3Dデータの修正
カッピングの影響を考えてボウルの側面に空気穴を開けてみましたが、空気がうまく抜けずに造形が大きく歪み亀裂が入りました。
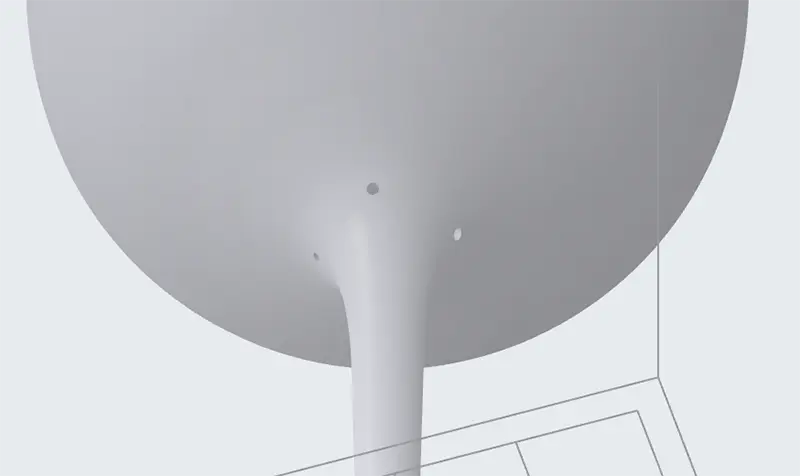
今回は空気穴の位置を変えて検証してみます。側面では無く、ボウルの付け根部分に空気穴を4個開けて影響を見てみます。
こちらが3Dデータです。



横から見ると、空気穴はボウルの中心から斜めに開けていて、ステムの側面に
空気が抜けるようにしています。
この内容で3Dプリントをしていきます。
こちらがPreFormでのプリント画面です。
この内容で3Dプリントをしていきます。
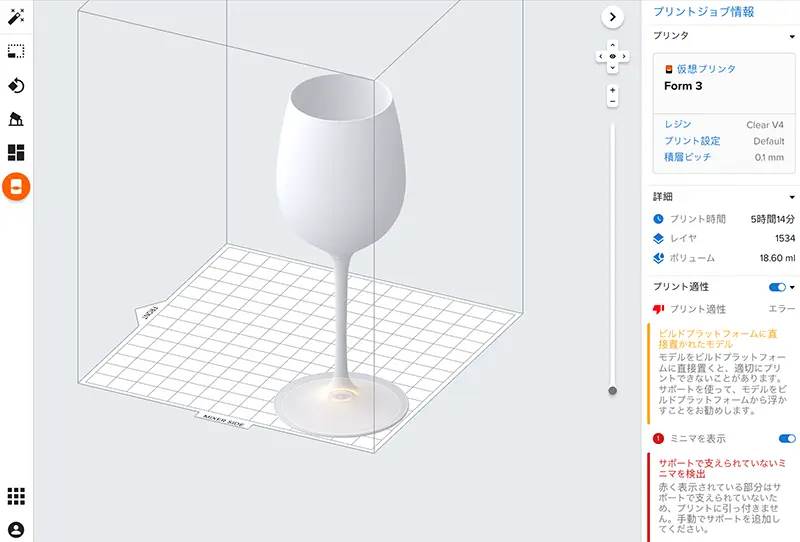
| プリント時間 | レイヤー数 | ボリューム | Total材料コスト | 1個あたりのl材料コスト |
| 5h14m | 1534層 | 18.60ml | 1個=350円 | 1個=350円 |

2回目のプリント結果
今回は、大きな破裂も無く3Dプリントできています。
検証結果を順番に見ていきましょう。
この後洗浄をしていきます
【検証1】表面ディティールの仕上がり
●3Dデータ通りにプリントできています。
●表面全体の仕上がりは、滑らかで高精細にプリントできています。
●1回目のプリントよりも造形の歪みが少ないです。
●ステムの表面がとても滑らかです。


積層表面と内側
●ボウル部分と底部分の積層跡が見えます。
●ボウルの内側も滑らかにプリントできています。



[寸法結果]
サイズ : 59.5mm(縦)×59.5mm(横)×153.4mm(高さ)
3Dプリント後のサイズ
幅 : +0.6mm
高さ : −0.2mm
全体的に少し歪みました。
【検証2】カッピングの影響は出るのか?
左がプリント1回目、右が修正したプリント2回目になります。
カッピングの影響、造形の歪み、積層跡を比べてみても、2回目はとてもきれいにプリントできているのが分かります。

●一部側面が欠けてしまいました。
●プリント時の圧縮は、そこまで造形に影響しませんでした。
●空気穴部分も高精細にプリントできました。



応用編 ワイングラス クリアレジン 3Dプリントまとめ
●表面テクスチャとディティール
表面の仕上がり : 全体的に滑らかな仕上がりです。特にステム(脚)部分のディティールが高精細です。
ワイングラスの形状 : 支えが少ないカップで難しい形状でしたが、歪み少なくきれいにプリントできました。
グラスの縁の厚み : 0.7mmと非常に薄い形状だが、きれいにプリントできました。
●カップ症状の影響
3Dデータの修正 :カッピングを防ぐ為に空気穴を開ける場合は、カップ形状の側面に空気穴を開けるよりもカップの始まり部分に空気穴を開けたほうが造形には影響しにくいことが分かりました。
サポート設定 : 直付でプリント成功です。
カップ症状 : グラスのカップ形状部分に圧迫による影響が少し見られました。
今回のような、支えが少なく不安定なカップ形状の場合は、カッピングの影響を防ぐ為に、予め3Dデータを修正する必要があります。今回は直付での3Dプリントのみで検証しましたが、サポートをつけることも考慮してみても良いかと思います。その造形に適切なプリント方法を検証していくと3Dプリントの新たな発見があるかもしれません。
●クリアレジンについて
透明性を試すのに最適な材料であるクリアレジン。100万円以下の光造形3Dプリンターの中でもクリアの表現ができるのはForm3だけです。内部のディティールまでをここまで高精細に3Dプリントできるのが強みです。
同じ造形を別の材料で3Dプリントして比較してみると材料の持つ特性が更に良く見えてきます。
Form3は、材料によっても様々な表現方法が可能になる光造形3Dプリンターと言えます。


i-MKAERでは光造形3DプリンターForm3+やレーザー焼結3DプリンターFuse 1、Raise3Dシリーズなど多彩な3Dプリンターのノウハウ、販売をご提供しています。ご質問や無料サンプルや無料テストプリントなどお気軽にご相談ください。