光造形3Dプリンターで、透明な四角を3Dプリントするとどうなるのか?
表面のディティールやどこまできれいで滑らかに仕上がるのか?
以前、光造形3DプリンターForm3レビュー【四角編:グレイレジン】でグレイレジンを使用した四角をレビューしましたが、今回はクリアレジンを使用して透明な四角を3Dプリントしていきます。
ぜひグレイレジンのレビューも参考にして下さい。
3Dプリントする四角の内容とサイズ
こちらが、今回3Dプリントをする四角(立方体)です。
3Dデータは、Blenderという3Dソフトを使用して作製しています。
[サイズ]
25mm(縦)×25mm(横)×25mm(高さ)の立方体
こちらのサイズの四角(立方体)で検証をしていきます。
使用する光造形3Dプリンターと材料
今回使用する光造形3Dプリンターは、Form3です。
Form3は、高精細、滑らかな仕上がりが特徴の反転方式の光造形3Dプリンターです。
ソフトは、Form3の専用ソフトウェア PreFormを使用します。
PreFormでは、プリントするデータ、プリント方向、サポートの付け方を設定することができます。
光造形3Dプリンター用の材料は、Form3専用スタンダードレジンのクリアレジンを使用します。

3Dプリンター用 硬質スタンダードレジン
硬質スタンダードレジンは、光造形3Dプリンターにおいて最も一般的に使用されるレジンです。多様な用途に対応できる汎用性が高く、プロトタイピングから模型、フィギュアまで幅広い分野で活用されています。このタイプのレジンは、適度な強度と耐久性を持っており、扱いやすさとコスト面でも手頃な価格であるため、初心者から熟練者まで幅広く利用されています。
3Dプリントで検証したい内容
【検証1】表面ディティールの仕上がり
どこまできれいな立方体ができるのかを検証していきます。クリアレジンの透明な仕上がりも検証していきたいと思います。
【検証2】積層ピッチの違いによる造形表面の影響は出るのか?
積層ピッチの違いが、表面の滑らかさにどの程度影響を与えるのかを検証していきます。
積層ピッチは、樹脂の種類によって選択できるサイズが異なります。
今回使用する材料のクリアレジンの場合は、100ミクロン、50ミクロン、25ミクロンという3種類の積層ピッチが選択可能です。
積層ピッチが小さくなる程、1層毎の厚みが薄くなり表面がより滑らかに仕上がります。
その分、プリントの積層レイヤー数、プリント時間、材料のボリュームが増えていきます。
今回は、この3種類で造形表面の影響を検証していきます。
Pre Formのプリント設定
[ サポート設定 ]
サポート設定なし 直付プリント
※サポート設定をしないで立方体を直接ビルドプラットフォームに配置します。
※サポートを減らす場合の注意点 : サポートを下手に少なくすると、造形物がビルドプラットフォームに張り付かずに落下する危険性があリます。
[ 積層ピッチ ]
100ミクロン、50ミクロン、25ミクロン の3種類で3Dプリントします。
こちらがPreFormでのプリント画面です。
PreFormのプリント画面 (100 ミクロンの場合)

積層ピッチ毎のプリント内容です。全部で3回、3Dプリントしていきます。
100ミクロンのプリント内容
| プリント時間 | レイヤー数 | ボリューム | Total材料コスト | 1個あたりのl材料コスト |
| 2h30m | 340層 | 27.96ml | 2個=526円 | 1個=263円 |
50ミクロンのプリント内容
| プリント時間 | レイヤー数 | ボリューム | Total材料コスト | 1個あたりのl材料コスト |
| 4h00m | 676層 | 27.80ml | 2個=523円 | 1個=262円 |
25ミクロンのプリント内容
| プリント時間 | レイヤー数 | ボリューム | Total材料コスト | 1個あたりのl材料コスト |
| 8h30m | 1349層 | 27.85ml | 2個=524円 | 1個=262円 |


プリント結果

この後洗浄をしていきます
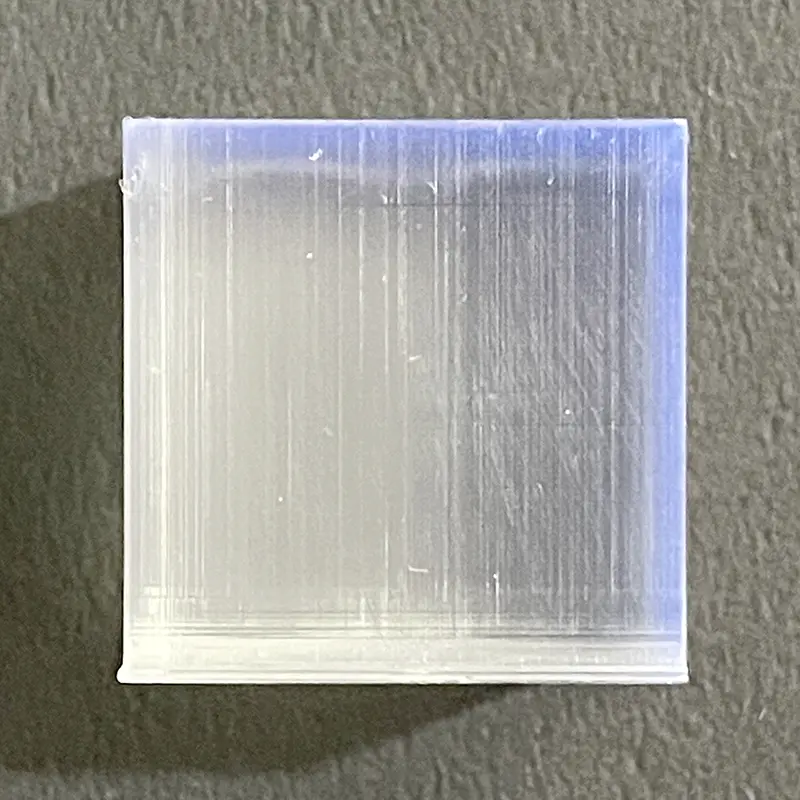
【検証1】表面ディティールの仕上がり 結果
100ミクロン
●3Dデータ通りにプリントできています。
●きれいな立方体に仕上がっています。
●表面全体の仕上がりは、滑らかです。
●角の精度が高いです。






[寸法結果]
サイズ : 25mm(縦)×25mm(横)×25mm(高さ)
3Dプリント後のサイズ
+0.06mm
寸歩通りにプリントできました。
50ミクロン
●3Dデータ通りにプリントできています。
●きれいな立方体に仕上がっています。
●表面全体の仕上がりは、とても滑らかです。
●角の精度が高いです。





[寸法結果]
サイズ : 25mm(縦)×25mm(横)×25mm(高さ)
3Dプリント後のサイズ
−0.0mm
寸歩通りにプリントできました。
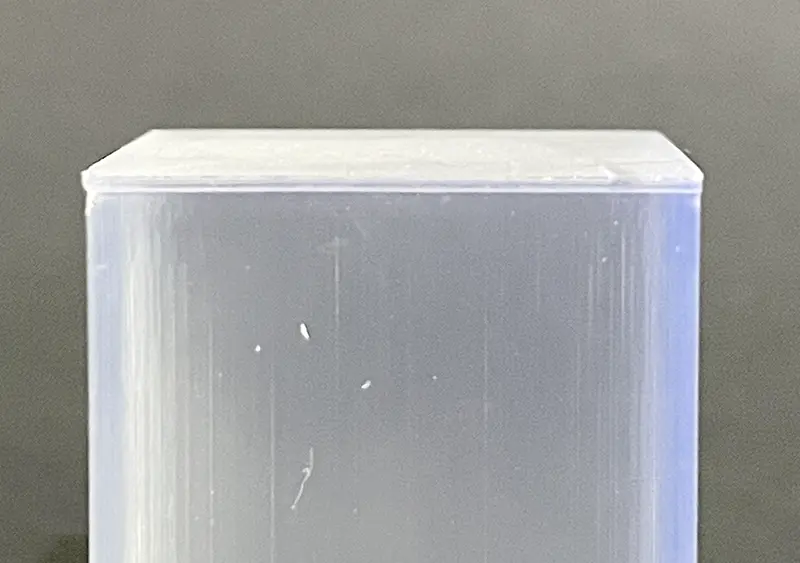
25ミクロン
●3Dデータ通りにプリントできています。
●きれいな立方体に仕上がっています。
●表面全体の仕上がりは、ツルツルしていてとても滑らかです。
●角の精度が高いです。






[寸法結果]
サイズ : 25mm(縦)×25mm(横)×25mm(高さ)
3Dプリント後のサイズ
+0.1mm
寸歩通りにプリントできました。
【検証2】積層ピッチの違いによる造形表面の影響 結果
100ミクロン
●積層跡が少し見えます。
●直付表面もきれいに仕上がっています。
●直付部分の造形がほんの少し広がっています。



50ミクロン
●積層跡が少し見えます。
●直付表面もきれいに仕上がっています。
●直付部分の造形がほんの少し広がっています。


25ミクロン
●積層跡がほんの少し見えます。
●直付表面もきれいに仕上がっています。
●直付部分の造形がほんの少し広がっています。



積層ピッチの違いで比較すると、造形としては100ミクロンでもとても高精細な立方体に仕上がっています。25ミクロンとの違いを比較すると、積層跡はそこまで変化は無いですが、表面がツルツルでとても滑らかに3Dプリントできています。
[透明度の違い]
写真の左から100ミクロン、50ミクロン、25ミクロン

積層のレイヤー数が増えるにつれてより透明に仕上がりました。
25ミクロンが一番クリアに仕上がっています。
四角編 クリアレジン 3Dプリントまとめ
●表面ディティールの仕上がり
3種類の積層ピッチの違いで立方体を検証しましたが、どれも3Dデータ通りにとてもきれいに3Dプリントできました。表面の仕上がりは、3種類共とても滑らかにプリントできましたが、特に25ミクロンの表面が高精細で滑らかな造形に仕上がりました。立方体を3Dプリントする場合のポイントとして、角の精度が重要になりますが今回の3種類の立方体の場合では、角の精度の差は無く精度の高い造形となりました。
●積層ピッチの違いの影響
積層ピッチの違いの影響は、積層が細かくなるにつれてクリアに仕上がりました。クリアレジンでのプリントだったので造形の内側部分が透けています。透明度で言うと、25ミクロンが一番透明に仕上がりました。
●材料の違い
今回は、材料をグレイレジンからクリアレジンに変更して同じ3Dデータの立方体を3Dプリントしてみました。透明になったことで、グレイレジンに比べて表面がより鮮明に見える造形になりました。
ただ、造形自体の仕上がりや表面のディティール、積層ピッチの違いに関してはグレイレジンとほとんど変わらない結果になりました。今回した検証造形の場合には、材料の違いはそこまで感じられませんでした。
クリアな材料できれいな立方体を3Dプリントしたい場合は、25ミクロンで直付での3Dプリントをおすすめします。今回の検証の場合は、こちらの設定でのプリント方法をおすすめします。より速い3Dプリントで造形の確認をしたい場合には、100ミクロンでも十分な仕上がりの3Dプリントができます。
100万円以下の光造形プリンンターで、ここまで高精細でクリアな3DプリントができるのはForm3だけでしょう。Form2やForm3のスタンダードレジンには、クリアの他にもホワイト、グレイ、ブラックがあります。表現に合うカラーを選べます。
引き続きクリアレジンを使用した3Dプリントをレビューしていきます。

i-MKAERでは光造形3DプリンターForm3+やレーザー焼結3DプリンターFuse 1、Raise3Dシリーズなど多彩な3Dプリンターのノウハウ、販売をご提供しています。ご質問や無料サンプルや無料テストプリントなどお気軽にご相談ください。